阿里巴巴
阿里巴巴 淘寶
淘寶

六角螺絲")
工藝.jpg")

六角螺絲")



















訂購的產(chǎn)品
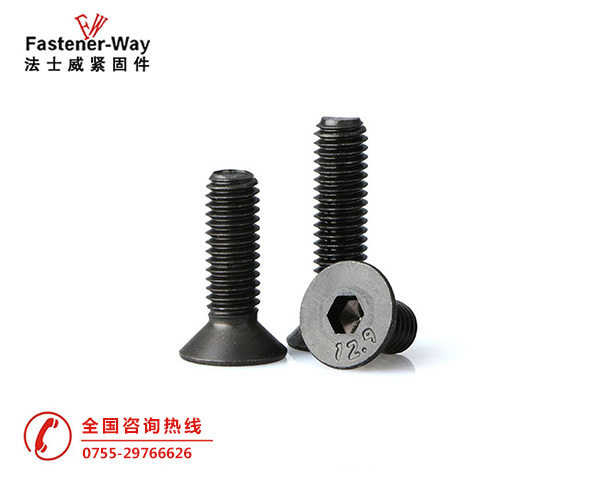
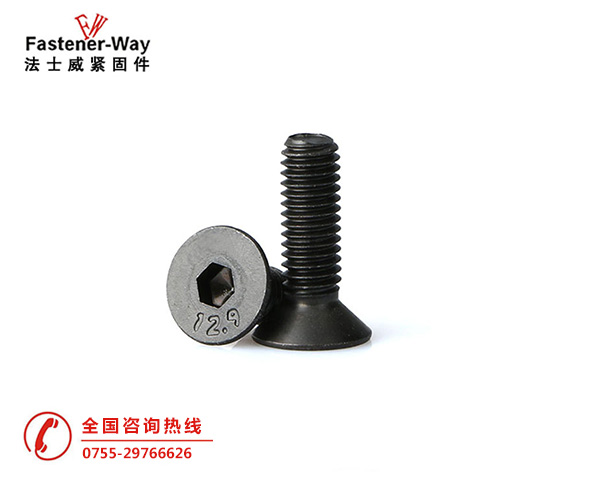
12.9級沉頭內(nèi)六角螺絲
您的姓名
您的電話
您的郵箱